| ホーム | 渡辺教授 | 研究 | 業績 | 装置 | メンバー | 卒業生 | 学生業績 | 講義 | 学会報告 | 入学希望者 | トピックス |
熱プラズマによる廃棄物処理
九州大学 大学院工学研究院 化学工学部門
渡辺隆行
|
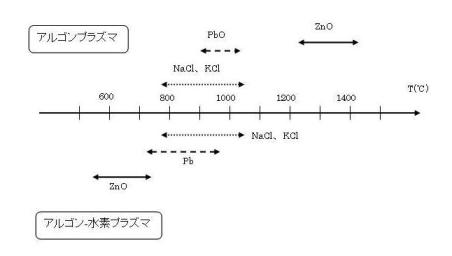
1 はじめに 環境問題は大きな社会問題となっており,その解決のための先端基盤技術のひとつとして熱プラズマ技術がある。廃棄物処理プロセスとして熱プラズマ技術が適している理由は以下のとおりである 1) 熱プラズマは高エネルギー密度および高温であることから,処理速度や反応速度が速い。 廃棄物処理としてすでに実用化されている熱プラズマ技術としては,以下のプロセスがある。 焼却灰の溶融処理などの大規模な一般廃棄物処理として熱プラズマが利用されている。熱プラズマによって,都市ごみ焼却炉から排出される焼却灰や焼却飛灰に含まれる重金属類を不溶化し,ダイオキシン類を分解して無害化することができる。例えば,熱プラズマを利用した都市ごみ焼却灰の溶融処理プラントは1994年に実機炉(52 t/day)が松山市に設置されている1)。 他にもプラズマ溶融技術は医療廃棄物処理として実用化されている2)。このシステムでは廃棄物を無酸素状態で熱分解し,残った炭化物,注射針,ビン類等をプラズマ加熱により安定なスラグに溶融固化させるものである。 また,製鉄・製鋼工場から大量に発生するダストのリサイクリングにも熱プラズマが利用されている。電気炉ダストは装入原料の1−2 %に相当し,Zn,Pb,Crなどの有価金属を含んでいる。熱プラズマでこれらのダストを処理することにより,蒸気圧の高いZnやPbを炉頂部から,またその他のFe,Cr,Niなどの金属は炉底部から溶融状態で回収することができる3)。 さらに,プラズマアーク溶解により,自動車の廃触媒からの白金族を回収するプロセス4),Alの溶解や鋳造過程で生じるドロスからAlを回収するプロセスが開発されている5)。 このように廃棄物処理プロセスとして熱プラズマはすでに多くの実用化が行われている。他にもプラズマ溶射をはじめとする材料プロセスにおいても,従来から熱プラズマは高温加熱源として広く用いられている。しかしこれらの応用例のほとんどは,熱プラズマの高温という特徴を利用しているだけである。 熱プラズマには,さらに高化学活性という魅力的な特徴がある。熱プラズマに存在している荷電粒子やラジカルを上手に利用して,高化学活性であるという特徴を活用すれば,新しい廃棄物処理プロセスを開発することが可能である。本稿では,熱プラズマの高化学活性の特徴を活用した新しい廃棄物処理プロセスの実施例や研究例について解説する。 2 水蒸気プラズマによる廃棄物処理2.1 フロンの分解フロンが原因となっている成層圏オゾン層破壊や地球温暖化などの環境問題を解決するには,フロンを適切に分解処理して,フロンの大気への放出を抑制することが必要である。モントリオール議定書の締約国において,適切なフロンの分解技術として認定された「認定技術」は,プラズマ法,燃焼法,セメントキルン法,酸素−水素炎法である。このうちプラズマによるフロン分解法としては,アーク放電,マイクロ波放電,コロナ放電を用いる方法が実用化されている。ここでは,水蒸気を用いたRFプラズマによるフロンの分解方法について解説する。 水蒸気を用いた高周波(RF)熱プラズマにより,フロンを分解するプラントが市川市に設置されていた。このプラントでは,圧力が200 torrの条件で100 %水蒸気プラズマを200 kWで発生することにより,フロンを70 kg/hで分解している6,7)。その後,北九州市に大気圧の100 %水蒸気プラズマでフロンを分解するプラントがが商業的に稼働していた。 CFC-11(CCl3F)を水蒸気プラズマで分解するときの全体の反応は以下の通りである。 CCl3F + 2H2O → CO2 + 3HCl + HF (1) 水蒸気がない場合には,CCl2F2やCClF3などの生成を起こす不均化反応,C2Cl3FやC2Cl3F3などの生成を起こす二量化反応等が起き,さらにすすの生成が観測されることが確認されている。水蒸気プラズマを用いる利点は,これらの副反応を抑制することである。 水蒸気プラズマによってフロンを分解すると,HFやHClが生成する。これらの分解ガスを水中に通すことにより,HFやHClを水溶液として除去する。また,分解ガスを直接水中に通すことにより,80 ℃程度にまで一気に冷却をすることができるので,ダイオキシン類の再合成を抑制することができる。その後の排ガスはスクラバや活性炭除去塔で浄化される。 オーストラリアのPLASCONプラズマプロセスは,直流プラズマジェットに水蒸気を供給することによりフロンの分解を行うプロセスである8,9)。150 kWのプラズマジェットでCFC-12(CF2Cl2)を40 L/minで分解しており,プラズマパワーに対する供給量の比を6 mol/kWh以下にすれば,副反応で生成するCF3Clを抑制することができる。水蒸気をプラズマガスとして用いる場合には,酸素を用いる場合よりCF3ClとCF4の生成を抑制することができる。また,ドイツでも100 %水蒸気の直流プラズマジェットでフロンを分解する試験プラントが開発されている10)。 2.2 ハロンの分解ハロンは臭素を含むフロン類であり,消火能力が高いことから,コンピュータ室,電気室,駐車場などの禁水場所での消火設備に利用されてきた。しかしハロンはオゾン層破壊物質に指定され,また地球温暖化係数が大きいことから,世界的に生産が全廃されたが,現在でも全廃される以前に製造されたハロンは使用が認められている。ハロンは他の消火剤に順次取り替えられているが,廃棄されたハロンを処理する方法はまだ確立していない。ハロンの分解はフロンよりコスト的にも技術的にも難しいが,熱プラズマを用いる処理方法は効率的なハロンの分解方法のひとつである。ハロン管理量のうち,およそ98 %がハロン1301(CBrF3)であるので,ハロン1301の処理方法を確立することが急務である。 前章のフロン分解装置として紹介した水蒸気RFプラズマを用いて,ハロンの分解が行われている6,7)。フロン分解と同様の条件で,ハロン1301を50 kg/hで分解することに成功している。ハロン1301と水蒸気プラズマとの全体の反応は以下の通りである。 CBrF3 + 2H2O → CO2 + 3HF + HBr (2) 前述のPLASCONプラズマプロセスを用いて,ハロン分解の研究も行われている8,9)。水蒸気を用いたCF2ClBrの分解では,プラズマパワーに対する供給量の比が10 mol/kWh以下ならば,未分解のハロンは無視できるという結果を得ている。分解ガスをアルカリ処理することにより,HBr,HF,HClを水溶液として除去することができる。ただし分解ガスをアルカリ処理する方法は,排水処理のための設備が大がかりになることが欠点である。 最近はフロン分解ガスとして生成する臭素やフッ素を酸化カルシウムや酸化マグネシウムなどの固体アルカリ材と反応させて回収する乾式熱分解法が検討されている11,12)。このように水処理を必要としない廃棄物処理システムは経済的に有利な方法である。ハロン1301と焼成石灰との全体の反応は以下の通りである。 CBrF3 + 2CaO → CO2 + 3/2CaF2 + 1/2CaBr2 (3) ハロンの分解によって生成するフッ素や臭素をそれぞれCaF2 とCaBr2として固定化して効率的に回収できることが,乾式熱分解法の特徴である。 2.3 タイヤの分解廃タイヤを処理する方法として,廃タイヤを燃焼してそのときの燃焼熱を利用するプロセスがある。しかし,この場合には排ガスとしてNOx,CHx,SOx等の生成が避けられず,さらにHg,Zn,Cd等の重金属も排ガスに含まれてしまう。よって廃タイヤを処理する場合には,燃焼するのではなく,熱分解して燃料ガスを合成する方法が適している。 特に熱プラズマを用いて廃タイヤの熱分解する場合には,C2H2,CH4,C2H4,H2,COなどから成る燃料ガスを効率よく合成することができる13)。このプロセスではプラズマガスとしてアルゴンあるいはアルゴン−水素の混合ガスを用い,プラズマジェットの下流に3 kg/hの水蒸気を供給する。80 kWのプラズマジェットで,500μm程度の粉体にしたタイヤを1.5−4 kg/hで処理し,4−7 MJ/m3の燃料ガスを合成することができる。 廃タイヤ処理では,ZnO,SOx,NOxの発生量を制御することが重要である。熱プラズマを用いるプロセスでは,SOxやNOxを100−200 ppmに抑えることができる。また,ZnOはフィルターで捕集することができる。このように熱プラズマによる廃タイヤの熱分解プロセスは魅力的な方法である。 3 還元雰囲気のプラズマによる廃棄物処理3.1 溶融飛灰の無害化都市ごみは日本国内で年間約5000万トン(1kg/日・人に相当)排出され,そのうち70 %が焼却処理される。都市ごみ焼却場で発生する焼却飛灰にはPbやZnといった揮発性の高い重金属類が数%程度含有されている。焼却炉の電気集塵器やバグフィルター等の集塵装置で捕集される飛灰は特別管理一般廃棄物に指定されており,廃棄物処理法施行令で4種類の飛灰処理法が定められている。その中のひとつが溶融固化方式である。これは飛灰を高温(1200-1500 ℃程度)に晒して溶融し,スラグとして取り出すものである。また,飛灰にはダイオキシン類も高濃度で含まれているが,溶融固化法はこのダイオキシン類を分解するという利点も併せ持つ。 飛灰や焼却主灰を溶融すると低沸点の重金属類・塩類が加熱時に揮散し,飛灰よりもさらに重金属類が濃縮された灰が発生する。これが溶融飛灰と呼ばれるものであり,溶融された飛灰量の数%程度発生する。溶融飛灰には,もとの焼却飛灰よりさらに高濃度の重金属類が濃縮されているため,焼却飛灰よりも厳しい取り扱い方法が要求される。溶融飛灰は,現状ではセメント固化や薬剤固化等の安定化処理を経て管理型処分場に埋め立てられているが,飛灰より高濃度の重金属を含み,またNaClやKCl等の塩類も多いため,固化処理後の安定性を保持することが非常に困難である。また,酸・アルカリ系の薬品を用いる湿式処理法は,最終的に大量の水処理を必要とするプロセスでもある。従って,薬剤費のコストは高価となり,また排水処理のための設備も大掛かりなものとなる。このため,水処理を必要としないコンパクトかつ低コストの溶融飛灰処理技術の開発が要望されている。その解決策のひとつとして,水素を用いたRF熱プラズマによって,溶融飛灰を無害化処理する方法がある14, 15)。 溶融飛灰を還元雰囲気のRF熱プラズマの高温場に投入することで,灰粒子は瞬時に蒸発し分解される。この時,溶融飛灰中に酸化物として存在していたPb,Znのような重金属類は,金属原子となってプラズマ中に存在することになる。これらの分解生成物をプラズマ下流側で個別もしくはグループ化して回収することにより,重金属成分が含まれない無害な灰分と重金属類を分離することが可能になる。 RFプラズマ中で分解された飛灰成分を分離回収するためには,その凝縮過程の制御が重要である。凝縮時の核生成において重要なパラメータである過飽和度をもとに求めた凝縮温度を図1に示す。この図からZnOの凝縮温度が水素に大きく影響されることがわかる。焼却飛灰や溶融飛灰では,低沸点金属が高沸点物質粒子の表面に化合物として凝集している。還元性プラズマを用いるこの方法は,種々の物質が混在した灰粒子をガス状・原子状にして分解もしくは分離し,その後の凝集プロセスを制御することにより,成分毎に個別回収を行うものである。
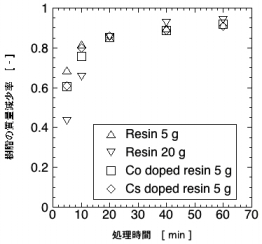
図1 溶融飛灰中の成分の凝集温度 プラズマ下流で捕集した物質と捕集温度との関連性を確認するために,RFプラズマトーチおよびその下流の恒温加熱槽で構成される溶融飛灰処理装置で実験を行った。飛灰はプラズマトーチの中心部から粉体供給ノズルから供給し,恒温加熱槽の温度を任意に設定した。特にアルゴン−水素プラズマの場合には700-900 ℃の温度を境に,それより高温領域ではPbやZnなどの重金属が少なく,低温領域では重金属を多く含む物質が回収されている。この高温領域で回収された物質に含まれる重金属は微量(Pb:0.04 wt %,Zn:0.05 wt %)であった。よって水素RFプラズマによる溶融飛灰処理システムは,コンパクトかつ低コストの処理技術として有望である。 3.2 石炭飛灰の処理石炭飛灰からの成分分離16) に関する基礎的研究が行われている。この研究の目的は,石炭飛灰の主成分であるSiO2とAl2O3をアルゴン−水素プラズマジェットにより処理し,ケイ素成分の分離回収することである。 アルゴンプラズマまたはアルゴン−水素プラズマでSiO2−Al2O3混合物を処理すると,SiO2の熱分解または還元反応が選択的に起こり,蒸発物質としてSiおよびSiOが得られ,被加熱試料にはAl2O3が残る。 アルゴン−水素プラズマではSiO2の還元反応が選択的に起こり,被加熱試料からはSiおよびSiOが蒸発する。同時にAl2O3の還元反応も一部起きて,AlおよびAl2Oとして蒸発するが,その反応速度は非常に遅く,蒸発量としては極微量である。よって蒸発物として回収できるケイ素成分の純度は高くなる。 4 酸化雰囲気のプラズマによる廃棄物処理4.1 低レベル放射性廃棄物の処理原子力発電所から発生する低レベル放射性廃棄物のうち,不燃・難燃性雑固体廃棄物は未処理のまま貯蔵されている。この廃棄物の減容化と安定化の対策として,プラズマ溶融誘導炉を用いた低レベル放射性廃棄物の処理システムがある17)。減容処理方法としては,切断,圧縮,溶融等があげられるが,減容比がもっとも大きく,多様な廃棄物を処理しても均一な廃棄体を得ることができる溶融処理方法が最も適切である。この溶融処理方法のうち,RFプラズマと誘導加熱炉の組み合わせは,可燃物,難燃物,不燃物の一括処理が可能である。さらに酸素をプラズマとして用いることにより,難燃物の迅速な分解燃焼処理を可能であることから,最も適した処理方法と考えられている。 減容処理としては従来から直流プラズマを用いる方法が用いられているが,難燃物の焼却では有効と考えられている酸素富化燃焼では,電極の消耗が激しい。また,誘導加熱による溶融も用いられているが,コンクリートやガラスなどには適用することができないという問題点がある。RFプラズマと誘導加熱炉を組み合わせる方法は,これらの欠点を補うものと考えられている。 4.2 廃イオン交換樹脂の処理酸素プラズマを利用した廃イオン交換樹脂の処理システムが開発されている。このプロセスは,原子炉等で発生した放射性核種の浄化処理に用いられたイオン交換樹脂を,酸素プラズマを用いて減容化と安定化を行う方法である。 高温環境において腐食した原子炉の構成金属材料は,一部はイオンとして,他は懸濁物として冷却水によって炉心に到達する。そこで中性子の照射を受けて放射化された腐食生成物は系内を循環し,配管などにクラッドとして付着する。クラッドを構成する元素の大部分はFeであるが,放射能への寄与率は60Coおよび54Mnが高い。これらの核種の起源は,原子力発電所の構成材料であるステンレス,ステライト,インコネルなどの構成金属であるCo,Ni,Feである。特に60Coは他の核種と比較して放射能の半減期が長いこと,およびγ線エネルギーが高いので扱いが難しい。 原子炉で発生した蒸気はタービンを駆動させた後,復水器で凝縮する。復水器の上流で生成した腐食生成物は,復水浄化装置でイオン交換樹脂により除去される。このように原子炉内で放射化された放射性同位元素を浄化処理した粉末イオン交換樹脂は,放射能を持つCo等を吸着している。廃イオン交換樹脂は施設内貯蔵されるのが一般的であるが,貯蔵場所の確保が難しいため,減容・安定化処理が望まれている。廃イオン交換樹脂は,難燃性のため通常の焼却・減容処理は難しいが,低レベルの廃樹脂は焼却炉で雑廃棄物と混焼して減容化し,セメント固化等により均一固化体として施設内貯蔵または処分するようになっている。一方,高レベルの廃樹脂の大半は,未処理のまま施設内のタンクに貯蔵されている。また,廃止措置時に発生する廃樹脂も同様に処理方法は決まっていない。 廃イオン交換樹脂を処理する効率的な方法として,減圧下(0.25-0.9 torr)のRFプラズマを用いる方法がある18)。この方法ではプラズマ中の酸素原子やラジカルによって,タールや煤等の二次廃棄物を完全酸化によって低減できる。これらの活性粒子は,イオン交換樹脂や樹脂の分解ガスに直接作用して,アルキル基から水素を引き抜き,C-C結合への割り込みや切断を経て炭化水素の酸化を行う。その結果,樹脂はCOやCO2,H2Oとしてガス化されて減容化される。また,樹脂の交換基に吸着されていたCoなどの金属イオンは,酸化物として減容残さ中に残留する。この減圧プラズマによる廃イオン交換樹脂の処理プロセスは,焼却に比べて低温処理プロセスなので,放射性核種の気相への移行を低減できること,酸素プラズマによる直接酸化プロセスなので,排ガス量を低減できることが利点である。 実証試験装置では,4 Lのイオン交換樹脂を3時間で処理し,90 %程度の体積減少率を得ている。このときには,酸素を50 L/minで供給して,450 kHz,10 kWの条件でRFプラズマを発生させている。 また,廃イオン交換樹脂の処理速度の増大を目的として,大気圧下の酸素熱プラズマによる廃イオン交換樹脂の処理方法も検討されている。酸素プラズマを移行型アーク(42 kW)で発生し,廃イオン交換樹脂を4 kg/hで処理した研究が報告されている19)。処理したイオン交換樹脂は,陽イオン交換樹脂(IRN77)と陰イオン交換樹脂(IRN78)を50:50に混合したものである。この処理プロセスでは,イオン交換樹脂に吸着された放射性核種をトラップするために,25 kgのガラス(Na2O-Al2O3-2SiO2)とともにプラズマ処理が行われている。このプロセスは上部からイオン交換樹脂を供給し,アークを通過して,溶融したガラス中に落とすことによって,処理を行うものである。 バッチ処理と連続処理の比較も行われている20)。バッチ処理では24 kWのアークによって,坩堝に入れたイオン交換樹脂を処理する。100 cm3のイオン交換樹脂を処理し,IRN77では65 %,IRN78では90 %の体積減少率を得ている。連続処理では,バッチ処理のプラズマ発生の条件と同じにして,IRN77は200 g/min,IRN78は63 g/minで処理することができる。体積減少率はイオン交換樹脂の供給速度にあまり依存せず,IRN77では60 %程度,IRN78では90 %程度であり,バッチ処理とほぼ同程度の結果を得ている。バッチプロセスの場合には加熱が均一ではないために排ガスの制御がむずかしいが,連続処理プロセスでは,排ガスの組成制御が比較的容易にできることが利点である。 熱プラズマによる廃イオン交換樹脂は,基本的にプラズマ中の酸素による燃焼プロセスなので,プラズマガスとして酸素あるいは空気が用いられる。空気を用いる場合にはNOxの発生に注意が必要である。また,イオン交換樹脂に吸着されたCoに関しては,アルゴンプラズマでも空気プラズマでもCoはほぼ完全に処理後の樹脂に捕集されており,気相へはほとんど移行していないことが示されている20)。 プラズマジェットに酸素を吹き込み,イオン交換樹脂を大気圧下で処理する方法も検討されている21)。処理時間とともに樹脂の重量は,図2に示すように大きく減少し,20-40分程度の処理で90-95 %の質量減少率が得られている。また,赤外吸収スペクトルの結果から,強酸性イオン交換樹脂の特徴であるスルホン基のピークが時間とともに小さくなり,20分の処理で完全に消失していることが確認されている。X線回折の結果では,イオン交換樹脂に吸着されたCoはCoOとCo3O4となり,CsはCs2SO4となっていることが示されている。
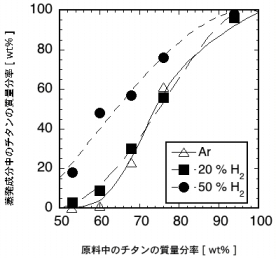
図2 アルゴン−酸素プラズマによるイオン交換樹脂の処理 4.3 PCBの分解酸素プラズマあるいは空気プラズマを用いて,酸化雰囲気でPCBを分解するプロセスが検討されている9, 22, 23)。例えば,プラズマジェットによる液体廃棄物の処理システムを大型トレーラーに載せるシステムが実用化されている22)。327 kWのプラズマジェットにPCBを0.4 kg/minで供給して,PCBを分解することができる。また,前述のPLASCONシステムにおいて,酸素とともにPCBを吹き込むことにより,PCBを処理するプラントが完成している9)。このPLASCONシステムでは,150 kWの直流プラズマジェットによってPCB を含むオイルと酸素と反応させることにより,PCBを40-50 kg/hで処理している。 5 反応性熱プラズマによる物質分離5.1 水素プラズマによる物質分離熱プラズマが持つ高化学活性という特徴を用いると,混合物からの成分分離などに適用することができる。この高化学活性のプラズマ反応に用いられるのは一般的には水素である。プラズマガスに水素を用いるアーク溶解では,被溶解金属からの脱ガスや不純物の除去分離などの精製効果がある。このような熱プラズマ中の水素の高化学活性という特徴を活用した金属の精製プロセスとしては,溶綱の脱酸,脱炭,脱窒,Taからの脱酸,脱炭,モリブデナイト精鉱からの金属Moの精製が研究されている。 水素プラズマを廃棄物処理に適用した研究としては,Taコンデンサーのスクラップから金属Taを回収した例がある24)。コンピュータ等に用いられているTaコンデンサーには,Mnと酸素が含まれているので,効率的な脱酸と脱Mnが必要である。Taは特に資源として偏在しており,使用済みのTaコンデンサーは重要なTaの二次資源と考えられる。水素プラズマアーク溶解処理により,不純物である酸素,Mnのほか,窒素,Fe,Niなどの濃度も100 mass ppmまでに単一工程で減少させることに成功している。 ジルカロイスクラップからの金属Zrの回収も,水素プラズマによって行われた25)。金属Zrは,原子炉の燃料用被覆管のジルカロイとして使用されている。被覆管の製造時において多量に発生する切屑や不良品としてのスクラップを金属Zrの二次資源として考えることができる。ジルカロイにはFe,Sn,Ni,Crが含まれているが,水素プラズマアーク溶解によって,Fe,Ni,Crは10 mass ppmに,Snは100 mass ppmに減少させることに成功している。 これらのプロセスでは,プラズマ中で解離した水素が金属の不純物の除去として重要な役割をしているが,具体的な機構はまだ解明されていない。例えば三村ら26)は,水素によってモリブデナイト精鉱からの脱Feが効果的に行われるのは,FeとHとの一時的なクラスターのような緩い結合が形成されると考えている。また,水素アークを利用した超微粒子製造プロセスで提案されているように,解離した水素の強制蒸発モデルもその理由として考えられている。強制蒸発作用とは,溶融金属中に過飽和に溶解した水素の再結合・放出過程で発生する反応熱によって,超微粒子が発生するというモデルである。大野と宇田27)によると,この強制蒸発作用による各種の金属の蒸発速度は,次式で与えられるパラメータRpによって推算できるとしている。 Rp = (−ΔH/L)・(nH2(T)/nH2(273 K)) (4) ここでΔHは温度Tにおける水素原子の再結合反応熱,Lは温度Tにおける金属の蒸発潜熱,nH2(T)は温度Tにおける水素分子の数密度,nH2(273 K)は273 Kにおける水素分子の数密度である。 水素アークを利用した金属間化合物の超微粒子製造プロセスでは,生成した超微粒子の組成をプラズマ中の水素によって制御することができる28)。図3に示すように,プラズマ中の水素濃度が高いほど,陽極上におかれた原料であるTiとSi の混合物から生成した金属間化合物超微粒子中のTiの組成は多くなる。Tiの蒸気圧は,Siの1/10程度であるので,TiSi2の金属間化合物の超微粒子を合成するためには,Tiの蒸発量を促進させることが必要となる。図5の結果は,アーク中の水素の濃度によって,生成した超微粒子の組成を制御できることを示している。MoとSi,VとSiでも同様の結果が得られている。
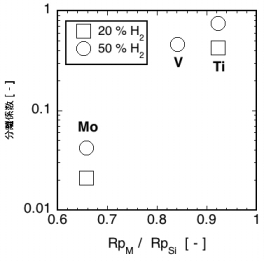
図3 チタン−ケイ素混合物からの蒸発成分に対するアーク中の水素濃度の影響 このようにプラズマ中に含まれている水素によって,ある特定の金属の蒸発が促進されるのは,以下の4つの理由が考えられる。 1) プラズマ中で解離した水素による強制蒸発作用 図4には式(4)で示した反応パラメータと,超微粒子の組成から求めた分離係数の関係を示す。水素20 %のアークと水素50 %のアークの分離係数が大きく異なることは,上記の (1)と(2)が水素アークによる蒸発促進の機構の要因とはならないことを示している。よって,プラズマ中の水素によって特定の金属の蒸発が促進されるのは,(3)あるいは(4)が要因であると考えられる。しかし溶融金属とプラズマ中の水素から形成される水素化物などの中間生成物は不安定であり,それを実験的に確認することは困難である。また水素による溶融金属の活量の変化を推算することも難しい。
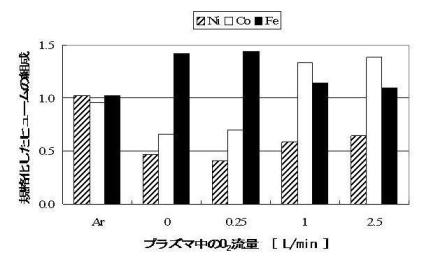
図4 アルゴン−水素アークによる金属混合物からの成分分離 5.2 塩素プラズマによる物質分離熱プラズマが持つ高化学活性を利用したプラズマ反応では,前章で示したように従来は主に水素が用いられてきた。しかし水素が関与するプラズマ反応を考察する際には,発生が予想される水素化物の融点,沸点,蒸気圧等の熱力学的データが非常に少ないので,理論的な考察を行うことは難しい。 熱プラズマ中の塩素も,水素と同様に特異的な反応が起こることが知られている。塩素を用いるプラズマ化学反応では以下のような長所がある。 1) 容易に蒸気圧の高い塩化物を生成することができ,特異的な分離が可能である。 よって塩素プラズマによる物質分離の考察を行うことにより,水素プラズマでは困難であった物質の分離機構を解明できる可能性がある。本稿では塩素プラズマによる金属混合物の分離に関する研究を次に紹介する29-31)。 アルゴンプラズマ,アルゴン−塩素プラズマ,アルゴン−塩素−酸素プラズマによって,KOVAR合金(Fe = 53,Co = 17,Ni = 29 mass %)の分離を行った結果を図5に示す。この図では,ヒューム中のFe, Co, Ni量を合金母材濃度で規格化してある。アルゴンプラズマ(10 L/min)の場合には,蒸発した成分はもとのKOVAR合金とほぼ同じであることから,よく似た性質の3種類の金属は蒸発速度もほぼ同じであることを示している。アルゴン−塩素プラズマ(Ar: 10 L/min,Cl2: 0.25 L/min)の場合には,Feが選択的に蒸発している。また,アルゴン−塩素−酸素プラズマでは,酸素流量が少ない場合には,Feが選択的に蒸発している。これに対して酸素流量を1.0および2.5 L/minと増加した場合,Feは蒸気圧の低い酸化物を生成するために蒸発が抑制されるが,Coは蒸気圧の高い塩化物を生成するためにヒューム中の濃度が高くなっている。これらの結果から,塩素プラズマを用いることにより,Fe-Co-Ni合金からFeあるいはCoの成分分離が可能であることがわかる。
Fig. 5 塩素プラズマによる合金の分離 このような選択的な分離機構を調べるために,Gibbs自由エネルギー変化による考察が行われた。アルゴン−塩素プラズマ,あるいは酸素流量の小さいアルゴン−塩素−酸素プラズマの場合にはFeが選択的に蒸発することに対しては,Gibbs自由エネルギー変化を用いて考察をすることができる。ヒューム中の元素の濃度と,各元素と塩素原子との塩化反応におけるGibbsの自由エネルギー変化との間には相関があり,塩化反応のGibbsの自由エネルギー変化が大きな元素ほど,ヒューム中の濃度が大きくなる。つまり,塩素を用いたプラズマの場合の成分分離は,各成分の塩化反応が進みやすさが起因している。Fe,Co,Niは物性が非常に似ている。しかし塩化反応のGibbsの自由エネルギー変化がそれぞれ異なるために,合金から分離できたと考えることができる。 これらの結果から,塩素プラズマによる選択的分離機構は,溶融金属と塩素プラズマから蒸気圧の高い塩化物を生成することに起因すると考えられる。このことから類推すると,前述の水素プラズマによる特異な蒸発機構や物質分離機構は,プラズマ中で解離した水素による強制蒸発作用が原因ではなく,水素化物のような一時的な生成物を形成することが大きな原因であると考えられる。 6 おわりに熱プラズマを廃棄物処理システムとして実用化するのに重要な点はコストである。熱プラズマは従来からコストが高いものと扱われてきたが,熱プラズマが有する高温と高化学活性という特徴を活用すれば,廃棄物処理装置全体としてのコストを低減できる可能性がある。例えば,酸・アルカリ系の薬品を用いる湿式処理法を用いるプロセスを,熱プラズマを用いる乾式処理方法に代えることにより,廃液処理に必要なコストを低減できる効果がある。 またコストの点だけではなく,熱プラズマにしか実現できないプロセスがあることも重要な点である。従来は,都市ゴミを焼却処理して,そこで発生する飛灰や焼却主灰を溶融するのには熱プラズマが用いられてきた。さらに最近は,焼却と灰溶融を一段のプロセスとして,熱プラズマによる都市ゴミの処理を行うことが考えられている。また,半導体製造プロセスなどに用いられている各種のプロセスガスを分解することが要求されているが,この解決策として,反応性熱プラズマを用いる除ガスプロセスが考えられる。遮断器などで大量に使用されているSF6を完全に分解する技術の開発も望まれているが,反応性熱プラズマを用いる方法は,この解決策の候補のひとつである。 引用文献1) 雨宮俊郎,菊池 猛,合田泰之 : プラズマ・核融合学会誌, 73 (1997) 928-934. もっと詳しく調べたい方は,こちらの解説を参考にしてください。 |
![]()