| ホーム | 渡辺教授 | 研究 | 業績 | 装置 | メンバー | 卒業生 | 学生業績 | 講義 | 学会報告 | 入学希望者 | トピックス | サイトマップ |
第2章 プラズマの発生方法
九州大学 大学院工学研究院 化学工学部門
渡辺隆行
熱プラズマを発生するには主として電気的方法が用いられ、大別して電極間のアーク放電を利用する方法と、高周波電磁場を利用して誘導的に気体を加熱する方法、マイクロ波により気体を加熱する方法がある。
1.直流プラズマトーチ
熱プラズマの発生方法では、直流アーク放電による方法が一番手軽である。アーク電圧は10〜数10 Vの低電圧であり、アーク電流は100〜1000 Aの高電流であることがアーク放電の特徴である。アーク放電は大気圧程度の圧力下において行われる放電であり、陽光柱、陽極降下領域、陰極降下領域の3つから成る。
アーク放電によって生成する熱プラズマは主に陽光柱のものであり、中心部の温度は10,000 K以上である。陽光柱ではプラズマ生成と消滅が釣り合い、定常状態が保たれている領域である。
電極領域では電流密度が陽光柱に比べて高く、電極領域では電流通路が収縮している。電極の表面温度は金属の沸点程度であり、それに接しているプラズマの温度は6,000 K程度であるから、電極前面には非常に大きな温度勾配が存在している。
アーク放電では熱陰極からでる熱電子によって放電が持続される。電子放出機構において熱電子放出が支配的な陰極を熱陰極という。電子が陰極から飛び出るには仕事関数以上のエネルギーが必要である。陰極が充分に高温になると内部の自由電子が熱電子として放出される。タングステンのような高沸点金属でさえ、アークを維持するための熱電子放出の電流密度を得るためには融点近傍の高温が必要である。一方、銅などの低沸点金属では沸点以上の高温を必要とするので熱陰極にはなり得ない。
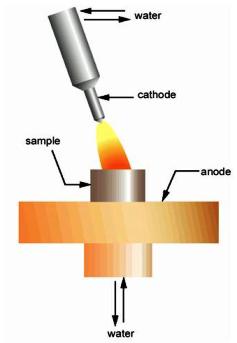
直流プラズマトーチには非移送式と移送式がある。非移送式は、図中の陽極部と陰極部の間でアークを発生させる。ノズル部分での熱的ピンチ効果を利用して高温の熱プラズマ流を得ることができる。プラズマジェットの熱効率は30 %程度である。しかし移送式アークのようにトーチ外部に陽極が存在しないので、プラズマ溶射などの材料プロセシングに用いる場合に適している。さらにプラズマ切断などでは対象物が導電性でなくてもよいという利点もある。
一方、移送式の場合には陽極部にはわずかの電位しかかけず、ノズルから離れた所に置かれた導電性の物質に主たる正電位をかける。プラズマアークは水冷ノズルと作動気体による熱的ピンチ作用によって高温の熱プラズマ流となる。プラズマアークではノズル下流でもアーク電流が維持されるために、アーク電流によるジュール加熱と自己誘導磁場による収縮作用が働く。水冷ノズルおよびプラズマアーク外周の強制冷却によりアーク電流の通路が細く絞られ、そのためにジュール加熱がより大きくなる。この結果、自己誘導磁場がさらに大きくなり、熱的ピンチ効果に伴い、磁気ピンチ効果が増し、アークはより高温になる。プラズマアークでは熱効率が70 %以上と高いので、プラズマ切断や溶接などに広く利用されている。通常はアルゴンを作動ガスとして用いるが、アルゴンアークの電流密度を高めるためには、分子量が小さい水素やヘリウムガスを混合してアークの熱的ピンチ効果を利用することが可能である。
直流プラズマでは電極から蒸発した物質が熱プラズマに混入し、熱プラズマを汚染する可能性がある。一般的に用いられている陽極は銅、陰極はトリア入りタングステンである。最近La2O3、CeO2、Y2O3などを含むタングステン電極が開発されている。プラズマガスとして酸化性ガスを用いる場合には、タングステンが非常に酸化されやすいので使用することができない。エアプラズマ切断などに用いるために、ジルコニウムやハフニウム電極が開発されている。
直流の代わりに交流アークを用いると、複数のトーチ間に容易にプラズマを発生することができる。また3本の電極による3相交流アーク放電を利用する方法もある。一方、非熱陰極を利用したアーク発生装置もある。これは円筒型水冷銅電極を用いる方法である。電極の周囲から磁界を印加して電極上のアーク発生点を回転することにより電極の消耗を少なくすることができる。
- 他の熱源と比較すると、直流アーク放電を利用したプラズマジェットやプラズマアークの特徴は以下の通りである。
- 出力の増大が容易であること。アークは放電電流や放電電圧を増加することにより、単位時間あたりに変換可能なエネルギー量を増大することができる。
- 設備費が比較的廉価であること。アークの場合には高周波放電やレーザに比べて設備費はおよそ1桁少ない。
- アーク放電を発生する装置、およびアークを発生する技術が簡単であること。大気圧下で行うアーク放電の技術は確立しており、高い汎用性を有している。
- 安定な放電を長時間持続できること。したがって連続的な物質処理を行うことができる。
- アークは直接的な熱源であるために、被加熱物質の加熱が効率よくできること。アークそのものが熱エネルギーであるために、レーザのようにエネルギー形態を変換することなく高温処理することができる。
このように直流アーク放電を利用したプラズマジェットおよびプラズマアークは高出力化や高密度化が可能な実的かつ工業的な超高温熱源である。
しかしプラズマプロセシングやプラズマ化学において、プラズマジェットやプラズマアークの特性を充分に活用しているとはまだ言えない。これらの利用価値を高めるためには、以下の問題点を克服することが望まれる。
- 出力やエネルギー密度が低いこと。熱プラズマ流を電磁場や外部からの気体により制御する技術や、電極の形状や材質を改良することが望まれる。
- 定量性を与える機構が明らかではないこと。熱プラズマ流の機構を解明するために、熱プラズマ流速度、温度、濃度分布を測定する技術の確立、またはそれらをモデリングにより予測する技術の確立が重要である。さらにプラズマ伝熱の現象を解明することも必要である。
- 熱プラズマ流の特色である高活性の利用が少ないこと。化学的に活性な熱プラズマ流を積極的に利用するには、反応器やクエンチング技術の開発が必要である。
- 運転費である電力費が高いこと。効率良い装置に して電力費を軽減することが重要である。

|
 |
 |
|
|
プラズマジェット |
直流放電アーク ナノ粒子合成用のアークです。 原料となる金属を陽極上に置き,アークでその金属を蒸発させてナノ粒子を製造する方法は商業的にも成功しています. |
||
2.誘導結合型熱プラズマトーチ
高周波(RF)熱プラズマは無電極放電の一種であり、電極物質が不純物としてプラズマ中に混入しないことから、材料合成等に適している。RF熱プラズマトーチの基本構成は、石英管等の絶縁材料でできた水冷トーチの一端にガス導入部を設け、トーチ外部の誘導コイルによりトーチ内のガスをプラズマ状態にするものであり、誘導結合型放電である。低温プラズマの場合にはこの誘導結合型放電とともに容量結合型放電も用いられる。容量結合型放電はコンデンサーと同様に2枚の平行平板間に直接高周波電磁場を作用させる放電である。大気圧下の熱プラズマ生成には、平行平板の電極間で不安定なコロナ放電やアーク放電を生じるので、容量結合型放電は利用できない。
交流電圧を電極間に印加すると、電子やイオンは電極間を単振動する。特にイオンは電子より重いので、比較的低周波において陰極面に到達できるイオン数が減少し、γ作用が減少する。このγ作用とはイオンによって2次電子を放出する機構のことである。さらに周波数を上げると電子もイオンもプラズマ中にトラップされ、陽極面に到達できる電子が減少する。このときには電子の生成はα作用のみとなる。α作用とは衝突電離作用による電子生成機構のことである。よって放電管内に電極が存在する必要がなくなる。
RF熱プラズマの重要な特色は、大きな直径(5〜6 cm程度)のプラズマであること、およびガス流速が直流アークに比べて1桁程度低いことである。そのためにプラズマ内における反応物質の滞留時間を長くすることができる。直流プラズマ内の物質の滞留時間は1 ms程度であるが、RF熱プラズマの滞留時間は10 ms程度である。よってプラズマ中の化学反応等の進行を充分行うことができる。さらに各種の反応性ガスを使用して、酸化雰囲気や還元雰囲気を自由に選択することができる。しかし無電極放電であるRF熱プラズマは、外的じょう乱には敏感である。よってRF熱プラズマを反応合成炉として用いる場合には、トーチに導入する反応物質によってプラズマが不安定にならないように、反応物質の量を限定しなくてはいけない。
RF熱プラズマを発生するための電源は、自励式電源と他励式電源が用いられる。自励式電源ではプラズマ部分を含んだインダクタンスと高周波発振回路内部のコンデンサ容量で決まる共振周波数で発振するために、プラズマにおける負荷変動に対して発振周波数が不安定になりやすい。しかし他励式電源では外部発信器の信号を増幅して出力するために、周波数を固定することができる。また自励式電源では発振回路中の真空管陽極電力からRF入力を推算することが必要であるが、他励式電源ではRF入力が直接に正確に把握することができる。
RF熱プラズマの発生方法は金属等の誘導加熱と同じ原理である。つまりトーチ外に設置された誘導コイルに数MHzの高周波電流を流す。その高周波電流によって生じる磁場により、プラズマを誘導的にトーチ内に発生させる方法である。このRF熱プラズマの電場はプラズマの周囲において強くなる。これは導体に対して振動する外部磁界が作用すると、導体表面には外部磁界を遮断する誘導電流が流れ、導体内部に向かって電磁場は指数関数的に減衰するという、表皮効果によって説明できる。周波数が低くなると表皮の厚さが厚くなり、プラズマの内部にまで電流が流れることになる。トーチ径は通常表皮深さの3〜8倍程度が適当である。通常は4 MHzの周波数が用いられているが、周波数を低くすることにより、大口径のRF熱プラズマを発生できる可能性がある。また低周波化におけるもう一つの利点は、高周波電源を真空管素子から固体素子へ変換できることである。固体素子化によって素子の長寿命化とエネルギー変換効率の向上が可能となる。実用化されているMOSFETインバータの最大周波数である450 kHzを適用した半導体電源の実用化により、電源入力15 kWにおいて大気圧下でトーチ内径160 mmのプラズマの発生が確認されている。
RF熱プラズマの低周波化の例としては、周波数50 kHz、トーチ内径100 mmの条件で、圧力を10 kPaと低圧にすることにより安定なプラズマを生成したことが報告されている。また大気圧下においては、周波数50 kHz、トーチ内径200 mmの条件ならば、入力を420 kWにすることにより熱プラズマを生成できる可能性が示唆されている。しかし低周波化によってトーチ壁近傍に低温領域が広がるなどの問題があり、RF熱プラズマを低周波域で発生しても単純には大口径化に結びつけることはできないことが報告されている6)。低周波域においてRF熱プラズマを安定に発生することができれば、RF熱プラズマを用いて大量の廃棄物を処理することが可能となることから、RF熱プラズマの低周波化は今後の重要な研究課題である。
また一般的によく用いられている周波数域である3〜40 MHzでは、周波数が高いほど電子温度とイオン・中性粒子温度の差が広がるというLTEからの逸脱が報告さている。周波数によるLTEへの影響も興味ある課題である。
RFプラズマでは、誘導コイルの内側で10,000K以上の高温領域が発生しており、この高温領域は表皮効果の影響によりプラズマトーチの中心軸からずれている。プラズマトーチ壁近傍ではトーチ壁上部より室温のガスが供給されており、トーチ壁面が常に冷却されていること、さらに解離エネルギーの比較的小さく熱伝導率の大きい水素が壁近傍を通過すると、急激に温度が低下する。
 |
 |
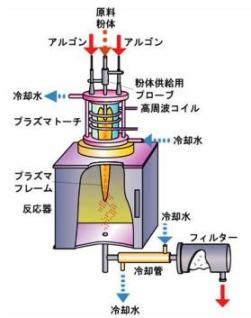 |
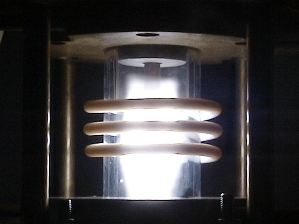
| 誘導結合型プラズマトーチ 石英ガラスの2重管で、その間に冷却水を流します。トーチの内径は48mmで、そこにプラズマ用のガスを流します。4MHzの高周波磁場をコイルに印加することにより、大気圧下で1万度の熱プラズマを発生することができます。 |
||
3.多相交流アーク
直流の代わりに多相放電を用いると,複数のトーチ間に容易にアークを発生させることができる。3相アーク放電は産業的に広く用いられているが,最近は多相アーク放電を用いた材料プロセッシングの研究が行われている。複数の電極(12本)に位相の異なる多相交流を印加することにより,高温領域が広く,かつ,流速が遅いプラズマ領域を発生させることができる。多相アークは,処理物質の滞留時間を制御しやすいという利点がある。
直流アーク放電よりもプラズマ体積が大きいことや,電極の条件に関する制約が少ないことから,多相交流アークは材料プロセッシングに適していると考えられる。現在はまだ多相アークの温度や速度が測定されておらず,プロセスの制御も十分ではないが,多相交流アークの特徴を生かすことによって産業応用に耐えることができる材料プロセッシングに発展する可能性がある。
 |
|
 |
|
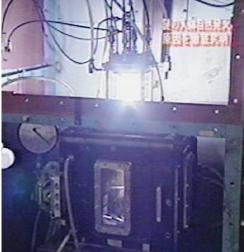
多相交流アーク
ガラス製造用として開発した多相交流アーク発生装置です。最近は粒子のインフライト処理やナノ粒子合成としても用いられています. |
||
4.マイクロ波プラズマトーチ
周波数がGHzのオーダになるとプラズマ内での電子のトラップ効果はさらに大きくなる。大気圧マイクロ波加熱放電は、マイクロ波(周波数2.45 GHz)を方形導波管を通じて同軸導波管に伝播し、ノズルにより絞られたトーチ先端部においてマイクロ波の電場強度を強めることにより生成される。
マイクロ波プラズマは他の熱プラズマほどの高温ではないが、マイクロ波独特の炎のようなプラズマを生成する。またアルゴン等では安定な放電を維持することは難しく、むしろ酸素などの多原子分子ガスを用いるほうが安定な放電を得ることができる。マイクロ波プラズマは、イオンや電子が支配的に存在している領域が比較的狭いこと、また下流に向かって解離した原子が支配的に存在する領域が広がっていることから、プラズマ源としてよりも反応性が極めて高い高密度活性原子源としての利用が可能である。
ただしRFプラズマや直流放電プラズマと比べて低出力の電源に限定され、さらにプラズマのガス温度も低いので、マイクロ波放電を用いたプラズマプロセスへ応用は限定的になり、産業的な応用を考えると魅力がないプロセスである。
![]()
第1章 熱プラズマの定義と特徴 へ戻る
第3章 熱プラズマの応用 その1 へ進む
第3章 熱プラズマの応用 その2 へ進む
もっと詳しく調べたい方は,こちらの解説を参考にしてください。
![]()